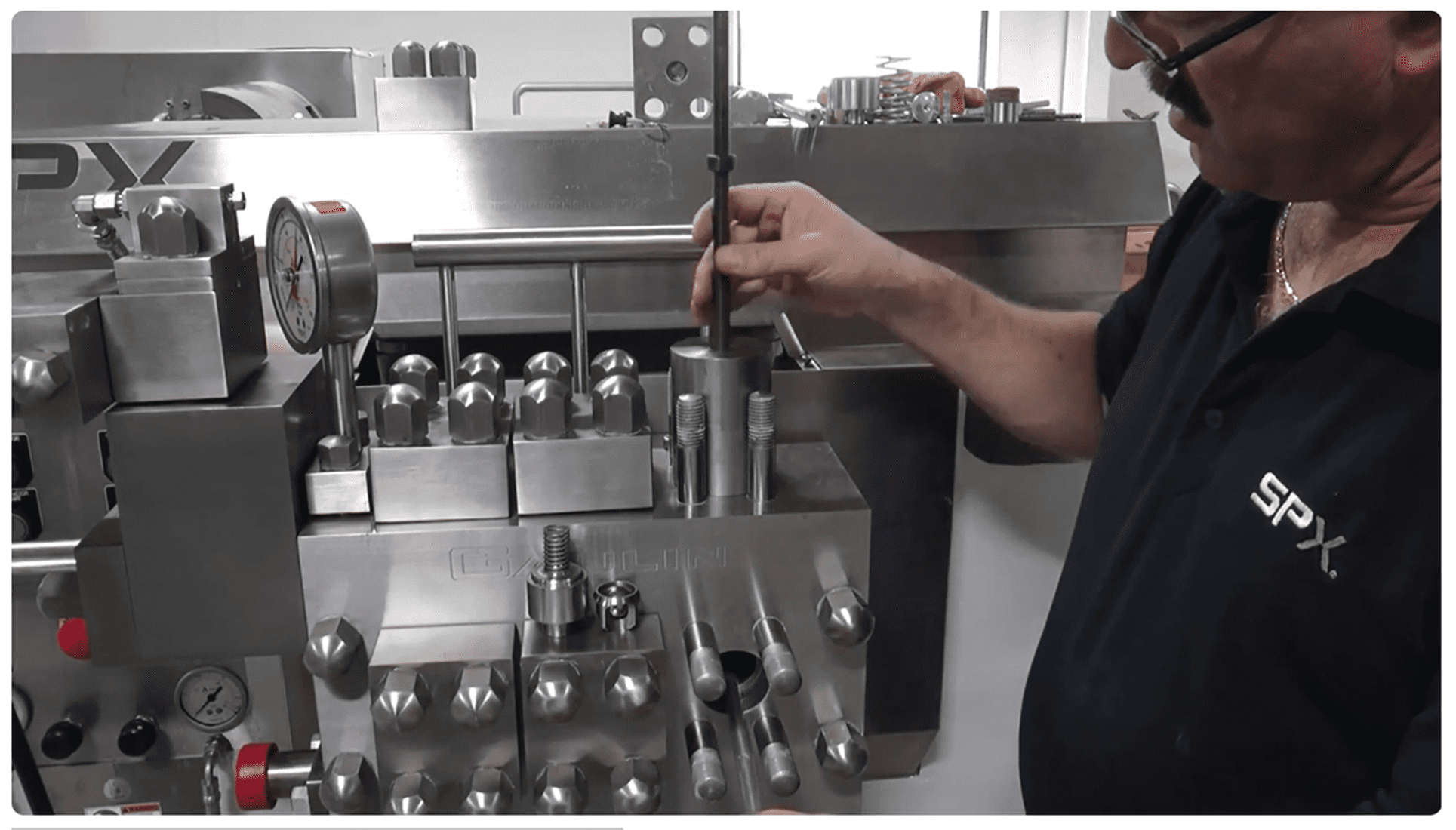
The homogenization process is used to enhance product characteristics, add value and/or lower costs. It is a physical process that mixes immiscible liquids into an emulsion. The homogenizer is a positive displacement pump to which a homogenizing valve is attached. The fluids entering the homogenizer are forced through a small gap at high pressure. This causes a rapid increase in velocity and decrease in pressure creating turbulence and pressure differences that cause disruption and dispersion of the particles.
APV Homogenizers in Kansas City
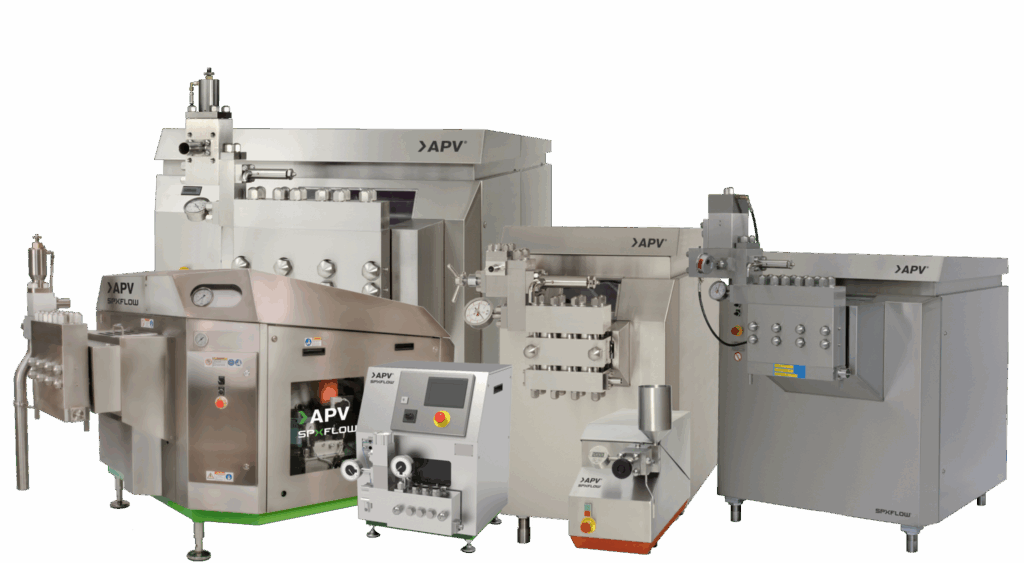
APV Homogenizers
SPX FLOW offers industry-leading APV Rannie and Gaulin homogenizers engineered to deliver consistent results, superior product quality and efficient processing across a wide range of applications.
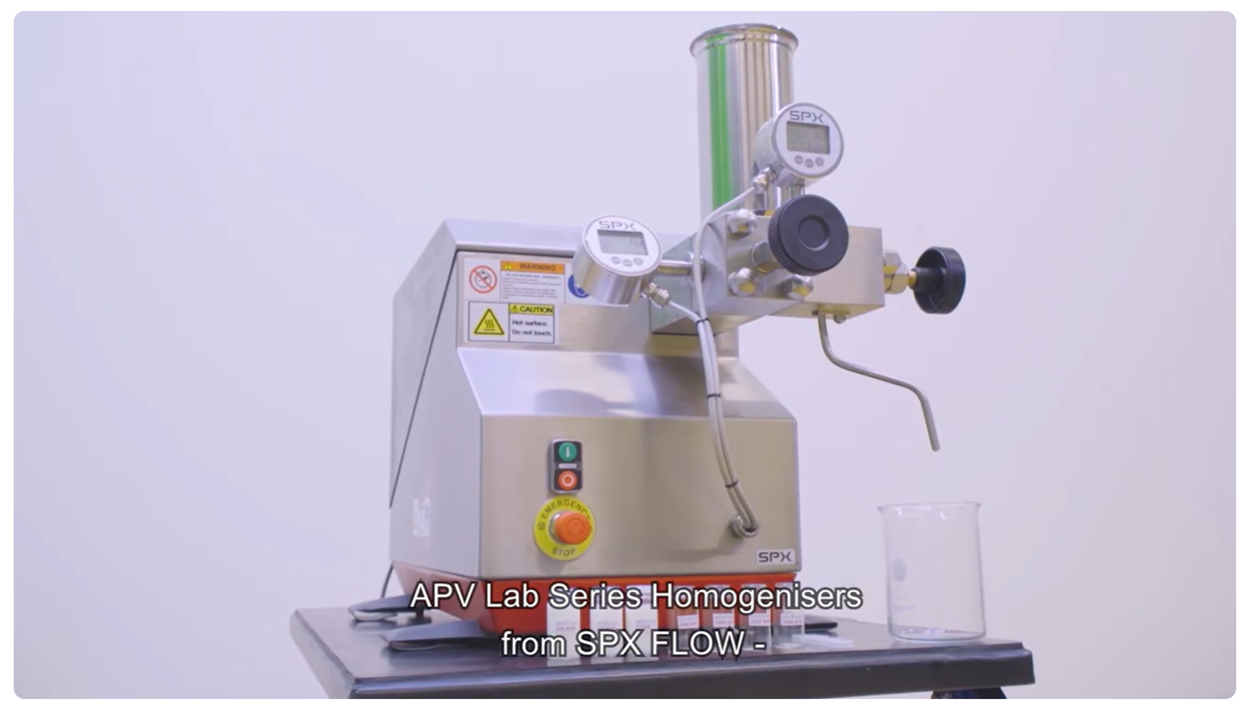
Backed by more than 100 years of experience, we help companies achieve optimal emulsions, improved texture and enhanced process control. In addition to full-scale homogenizers, we offer pilot and laboratory-scale systems — ideal for testing, development and small-batch production to deliver the same precision and reliability to confidently transition to full-scale operations.


APV Rannie & Gaulin Mills Homogenizers
Key Features:
-
APV homogenizers are used in industries including dairy, food and beverage, pharmaceuticals, cosmetics, biotechnology and chemicals. Our homogenizers are designed to help you:
- Achieve a smoother, more uniform texture.
- Improve stability and shelf life.
- Control particle size for fine emulsions.
- Enhance gloss, color and appearance.
- Reduce or eliminate the need for stabilizing additives.
- Improve water binding and absorption.
- Develop creams and lotions with better spreadability.

We’re Here to Help
Get personalized support for pump selection, sizing, and applications.

A Proven History of Innovation
The legacy of homogenization started here:
- 1892 – Rannie founded in Denmark
- 1899 – Gaulin patents the first milk homogenizer
- 1900 – Homogenized milk introduced at the Paris World Fair
- 1918 – Rannie develops its first homogenizer
Modern APV homogenizers are trusted by manufacturers worldwide for reliable performance and continuous innovation in liquid processing.
Why Choose an APV Rannie or Gaulin?
Our homogenizers are designed to specific needs so that our customers get the most from their homogenization process. By continuing research and development and leading test facilities, SPX FLOW homogenizers are designed to maximize return on investment. Simply stated, our homogenizers are engineered to provide a competitive edge with enhanced process efficiency, high-quality product characteristics, consistent results, optimized energy and water consumption and proven reliability for customers around the world.

We’re Here to Help
Get personalized support for equipment selection, sizing, and applications.
Frequently Asked Questions
APV’s Rannie (traditional valve-seat design) and Gaulin (spherical valve design) homogenizers are engineered for exceptional particle-size uniformity, high-pressure reliability, and long service life. They are widely used in demanding dairy, food, and pharmaceutical applications for their durability and consistent performance.
Williams-Carver can supply a full range of models, from small laboratory and pilot units to large-scale production homogenizers capable of handling high throughputs and pressures. Rental units are also available for short-term or trial needs.
Yes. APV offers multiple valve designs, pressure configurations, and material options to suit everything from low-viscosity beverages to high-viscosity emulsions. This flexibility allows tailoring the homogenizer to meet exact product and process requirements.
These units are used extensively across dairy (milk, cream, yogurt), food (sauces, dressings, flavorings), beverage (juices, nutraceutical drinks), pharmaceutical, and personal care production. Their precise homogenization improves product stability and ensures regulatory compliance.